

Équilibrer les flux et non les capacités
Dans la démarche classique d'une entreprise de production on cherche à équilibrer les capacités car si elles ne le sont pas certains postes seront contraints d'attendre les postes ayant une capacité inférieure. La recherche de l'équilibre est très difficile à réaliser et si l'on y parvient au moins partiellement, certains aléas viennent perturber la production en rendant la cadence aléatoire, ces aléas génèrent pour les postes suivants des retards.
Exemple :
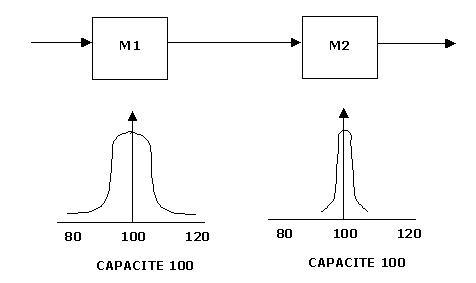
4 pièces passent sur deux machines M1 et M2, M1 est un poste manuel et M2 une machine automatisée.
La capacité moyenne des deux postes est de 100 ch pour réaliser une pièce, elle varie de façon aléatoire (habileté, fatigue de l'opérateur, pannes, nettoyages....).
Considérons la production de ces quatre pièces sur les deux postes de travail :
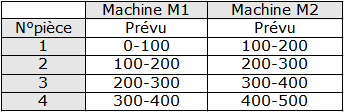

Si l'on considère la machine M1 la différence entre le prévu et le réalisé pour les quatre pièces est de 0, pourtant il existe bien un retard global à la sortie de M2 de la pièce 4 bien que la machine M2 ait respecté scrupuleusement les prévisions.
Les retards dus à ces aléas se répercutent sur toute la chaîne de production aval, d'autres aléas surviennent et viennent augmenter les retards.
Il est donc illusoire de parler de chaîne équilibrée en capacité. Il faut donc chercher à équilibrer les flux.




