

Capabilités
Avant de placer un procédé sous contrôle il est nécessaire de vérifier qu'il est capable de réaliser la caractéristique contrôlée en respectant les tolérances demandées.
Pour vérifier cette capabilité on peut calculer un indice de capabilité, il en existe plusieurs :
• les indices de capabilité machine (Cm et Cmk),
• les indices de capabilité procédé (Cp et Cpk),
• l'indice de capabilité Cpm ou "indice de capabilité Taguchy".
Les conditions de mesure diffèrent pour ces indices :
• le premier mesure la capabilité machine uniquement, c'est-à-dire on ne prend en compte que la machine, cela implique que les mesures soient faites de manière à ne prendre en compte que la variabilité aléatoire de la machine.
(pas de changement d'opérateur, de matières, pas de réglage).
• le deuxième peut se réaliser sur une période de temps plus importante et prend en compte le procédé global (machine, main d'œuvre, matériel, milieu).
Prenons par exemple un axe de diamètre 10 mm avec une tolérance de ± 0,1mm.
L'intervalle de tolérance est de :
tolérance supérieure - tolérance inférieure = 0,2mm
L'indice de capabilité machine est de :

IT : intervalle de tolérance
![]() : écart-type estimé.
: écart-type estimé.
La machine sera dite capable si Cm ≥1,33.
L'indice Cmk mesure quant à lui si la machine est capable mais aussi si la machine est bien réglée.
Si Cmk ≥ 1,33 alors la machine est bien centrée.
Les formules de calcul pour Cp et Cpk sont identiques.
L'indice de capabilité Cpm ou "indice de capabilité Taguchy" contrôle en plus que l'on ne s'éloigne pas trop d'une valeur cible (en général le milieu de l'intervalle).
![]() avec
avec

s² mesurant la dispersion le deuxième terme

mesurant l'écart par rapport à T la valeur cible.
Décider pour les cas suivants si la machine est capable et les décisions à prendre en fonction des cas.
La cote à réaliser est de 10 ± 0,48 mm
L'écart type estimé est de 0,12 mm
La moyenne est de 10 mm
La cote à réaliser est de 10 ± 0,48 mm
L'écart type estimé est de 0,12 mm
La moyenne est de 10,24 mm
La cote à réaliser est de 10 ± 1 mm
L'écart type estimé est de 0,12 mm
La moyenne est de 10,24 mm
La valeur cible T est de 10mm et n = 50
Calculer Cpm, Cm, Cmk.
Méthode :

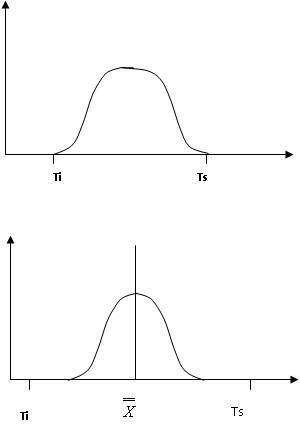
Dans le premier cas l'intervalle de tolérance est égal à la dispersion totale des pièces (on considère que 6![]() représentent la totalité des pièces à 2 pour 1000 près).
représentent la totalité des pièces à 2 pour 1000 près).
la machine n'est pas capable car le moindre déréglage provoque la production de pièces non conformes.

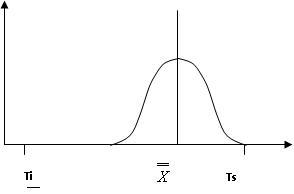
Calcul de Cm et Cmk :
![]()
![]()
La machine est capable et elle est bien réglée : elle peut être mise sous contrôle

Dans le troisième cas la machine est capable mais pas bien réglée : il faut donc régler la machine.
![]()
![]()
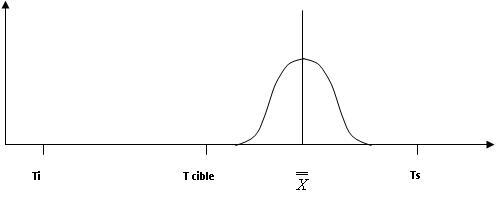
Dans le dernier cas la machine au vu des deux premiers indices est bien réglée et bien centrée.
Calcul de Cm et Cmk
![]()

mais si l'on calcule Cpm
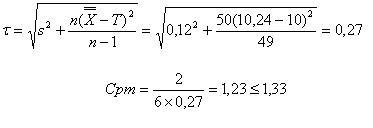
Il n'est pas bon car bien que l'on reste largement dans les tolérances on s'éloigne trop de la cible.




