Chevauchement et fractionnement
Dans le premier cas (entre A et B) la contrainte relative est positive donc il y a une attente entre les deux tâches ; c'est par exemple l'attente que la peinture soit sèche avant de commencer la tapisserie.
Dans le deuxième cas (entre A et C) la contrainte relative est nulle, la contrainte totale est égale à la durée de la tâche il y a succession directe des tâches.
Dans le troisième cas (entre A et E) la contrainte relative est négative ; il y a recouvrement des tâches.
Par exemple lors de l'usinage et du contrôle d'un lot de 100 pièces on peut commencer le contrôle sur les premières pièces usinées sans attendre la fin de l'usinage des cent pièces.
Afin de réduire le temps total du projet et lorsque des produits passent d'une tâche à l'autre, il est possible de réaliser des chevauchements et aussi en fractionnant les tâches.
Prenons l'exemple de la production de 800 pièces sur 4 machines M1, M2, M3 et M4.
Les capacités des machines sont :
M1 : 200 pièces à l'heure
M2 : 100 pièces à l'heure
M3 : 400 pièces à l'heure
M1 : 200 pièces à l'heure
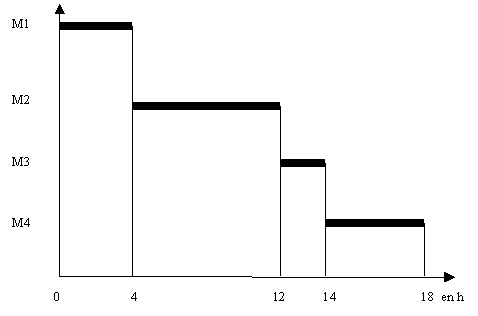
Le temps total pour réaliser les 800 pièces est de 18 h.
Si ce temps est jugé trop important on peut réaliser un chevauchement en fractionnant les lots.
Supposons un fractionnement du lot en quatre autrement dit les lots sont de 200 pièces.
On obtient le diagramme suivant :
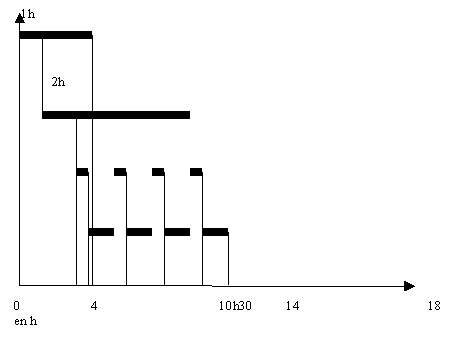
On gagne donc pratiquement la moitié du temps puisque l'ensemble des pièces est réalisé en 10h30 au lieu de 18h.
Si l'on diminue la taille du lot à une seule pièce on arrive à gagner encore plus de temps par contre la machine M3 travaille en discontinu il serait peut-être plus intéressant de la faire travailler en continu.
Supposons que la taille du lot soit réduite à une pièce.
Nous allons représenter le nombre de pièces réalisées en fonction du temps.
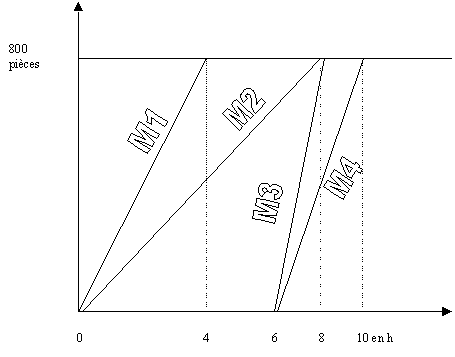
La pente des droites correspond à la cadence de production : pour M1 200 pièces à l'heure.
On démarre la production sur M 2 juste après le début de celle de M1 (1/200 h) Par contre pour M 3 on finit la production (1/400h ) après celle de M2 et connaissant la pente de M 3 on peut calculer son début.
Même raisonnement pour M4 si on néglige les temps de 1/200 et de1/400 h le temps total est approximativement de 10h mais les machines M3 et M4 travaillent en continu.
Influence des chevauchements sur le calcul des dates
Prenons l'exemple d'un diagramme Pert
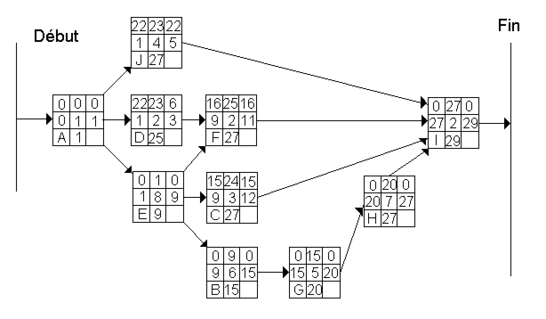
Supposons que les tâches E et C aient une relation de type fin début = -2 alors les valeurs des différentes dates et marges deviennent :

On remarque que le début au plus tôt devient 9-2=7.
Les marges totales et libres sont augmentées d'autant et passent à 17.
")