Activité d'auto-évaluation
Attention, votre navigateur ne supporte pas le javascript ou celui-ci a été désactivé. Certaines fonctionnalités dynamiques de ce module sont restreintes.
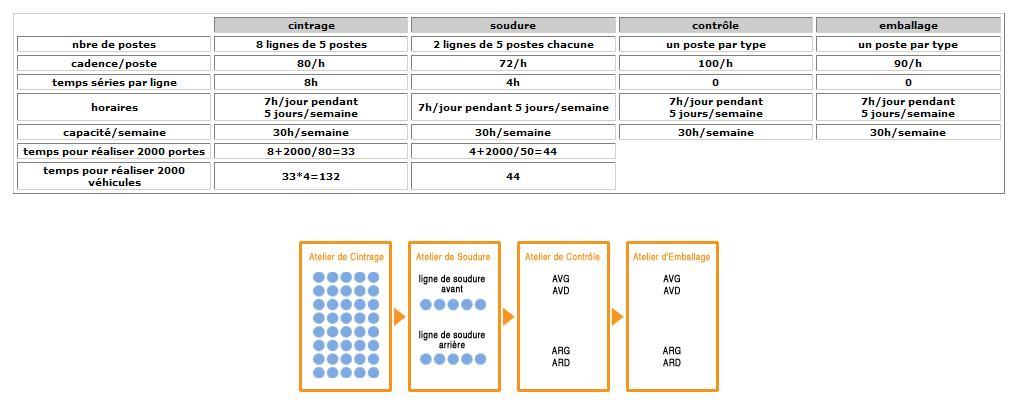
Une usine de sous-traitance fabrique des cadres de portes de véhicule. Elle est constituée de différents ateliers : cintrage, soudure, contrôle, emballage.
Quatre types de cadres sont réalisés avant gauche, avant droit, arrière gauche et arrière droit (AVG, AVD, ARG puis ARD).
Les presses de cintrage pour un type de cadre sont en ligne, l'atelier comporte 8 lignes de 5 machines, les lignes sont spécialisées et ne réalisent pour un modèle de véhicule qu'un seul type de cadre. Elles sont alimentées directement en matière première sans interruption.
Les postes de soudure sont spécialisés et réalisent indifféremment des cadres avant (AVG puis AVD) ou arrière (ARG puis ARD), les postes de contrôle sont spécifiques à chaque type de cadre (il y a autant de postes de contrôle que de types de cadre).
Les horaires de travail sont de 7h par jour, de 5 jours par semaine et de 20 jours par mois excepté pour l'atelier de soudure où les horaires journaliers sont de 14h avec deux équipes.
L'absentéisme ne perturbe pas les cadences des machines.
Les lots de transfert entre chaque atelier, entre deux postes du même atelier, sont d'une pièce. Les temps de transfert sont négligeables.
Les arrêts (maintenance, pauses...) sont estimés pour chaque atelier à une heure pour 7 h. Les temps de transfert sont négligeables.
- L'atelier de contrôle refuse en moyenne une pièce sur 100.
- Une commande pour 10000 véhicules du même modèle a été enregistrée.
- Les OF sont programmés et les premières opérations de cintrage devraient commencer le début du mois prochain.
- Les temps de réglage entre deux séries se font si possible en temps masqué (avant l'arrivée du lot).